Kansas Geological Survey, Bulletin 90, part 5, originally published in 1951
Originally published in 1951 as Kansas Geological Survey Bulletin 90, part 5. This is, in general, the original text as published. The information has not been updated.
Industries in Kansas and adjacent states have a growing need for local sources of high-calcium limestone. In order to help fill this need the Geological Survey undertook a study of selected limestones; a more complete inventory is under way. Chemical analyses of 14 limestones from 18 locations were made. Evaluation of chemical characteristics with known specifications for quick and hydrated lime, metallurgical lime and limestone, chemical and industrial uses, and glass and glass-fiber industries was made. Three of the limestones compare favorably with the highest grade of high-calcium limestones being used at the present time; the average calcium (plus magnesium) carbonate content is 98.5 percent (the range is 97.7 to 99.1 percent). Half the samples showed an average calcium (plus magnesium) carbonate content of 97.6 percent and the other half averaged 95.4 percent. Sulfur and phosphorus were not present in deleterious amounts in any of the samples. Silica, alumina, and ferric oxide make up the remainder of the constituents.
Kansas stands on the western edge of an important industrialized area, each year since the close of World War II more industries being established in the mid-west. A number of industries, including both those already located here and those contemplating establishment in the mid-continent area, could profit by a source of high-calcium limestone within a short shipping distance. High-calcium limestone is used in the metallurgical industry as a flux for both iron and steel production, in glass and glass-fiber manufacture, and as the raw material for lime. Lime is used in large tonnages for construction work, cooking of rags in paper making, silica brick for refractories, textiles, water softening, and sewage and trade-waste neutralization.
This study was undertaken to present data on some limestones in Kansas that were known to be of relatively good quality and suspected of being high quality. More thorough inventories of limestone sources in Kansas are now under way by the Geological Survey. In the course of the present study there was no attempt to locate, examine, sample, and analyze every possible high-calcium limestone in the State. Rather the aim was to locate and analyze some limestones of sufficiently high calcium content to meet more exacting specifications than those required by present uses. To demonstrate the availability of high-calcium limestone it was necessary to concentrate on the chemical characteristics of the rock rather than the physical properties which control many of the present markets for limestone. Also minor constituents that are ignored for such uses as road metal, concrete aggregate, and cement manufacture have a very important role in many of the industrial uses of both limestone and lime.
The topography of Kansas is generally subdued and does not offer major obstruction to quarry sites. At many places a large quarry can be operated with a minimum of heavy equipment, so that large tonnages of rock can be produced at a minimum cost. Therefore specific attention was not given in this investigation to mining methods, costs, and reserves.
The production of large tonnages of low unit-cost rock characterizes Kansas quarries. If high-purity rock is to be produced the lack of special equipment occasioned by present quarrying operations would need to be remedied to make possible the production of clean rock; many otherwise high-calcium limestones have small clay seams or thin shale beds. Recent specifications limiting the amount of dust or "wash" in various sizes of concrete aggregate have begun to emphasize the need for different handling of rock products at the quarry. In most cases screening of the coarsely crushed rock followed by scrubbing in a log washer would be sufficient. Description of such a process is included in a discussion of location 12.
Thanks are extended to Kenneth E. Rose of the Department of Mining and Metallurgical Engineering for guidance of the study, to Robert O. Kulstad for assistance in field work and sample collection, and to John A. Schleicher for assistance with analyses.
The master files of analyses in the geochemistry section of the State Geological Survey contain all analyses of limestone made by the Geological Survey or published by them, as well as supplementary data such as location, thickness, and stratigraphic horizon of the limestone sampled. The use of this general analytical file made possible the selection of known high-calcium limestones before this investigation began, and made possible the direction of this special study toward rock sources of known high quality.
After preliminary selection of locations from the files, these locations were visited and sampled. New locations also were selected and the materials sampled. Final locations for detailed study were selected with economic factors such as overburden and accessibility in mind. Samples were collected from 18 localities; details regarding these locations are given in Table 1.
Table 1--Location of high-calcium limestone samples examined. Stratigraphic position based on Moore and others, 1951.
| Loc. No. |
County | Location | Stratigraphic position |
Thickness, feet |
|---|---|---|---|---|
| 1. | Anderson | Garnett Rock Co. Garnett, Kansas |
Spring Hill member Plattsburg limestone |
16 |
| 2. | Anderson | SW 29-20-21E | Spring Hill member Plattsburg limestone |
19 |
| 3. | Chase | NE SW 26-19-7E | Glenrock member Red Eagle limestone |
6 |
| 4. | Chase | NW NW SW 24-21-6E | Towanda member Doyle shale |
9.7 |
| 5. | Cherokee | NW NE 2-35-25E | Keokuk limestone Mississippian age "M" bed, Tri-State |
14 |
| 6. | Clay | NE SW 17-9-4E | Ft. Riley member Barneston limestone |
10.7 |
| 7. | Crawford | Stark Construction Co. Girard, Kansas NE NE 5-29-23E |
Worland member Altamont limestone |
10 |
| 8. | Douglas | Cen. S. Line 36-11-17E | Ozawkie member Deer Creek limestone |
5 |
| 9. | Douglas | SE SW 32-11-18E | Ervine Creek member Deer Creek limestone |
8 |
| 10. | Douglas | NE NE 4-13-21E | Stoner member Stanton limestone |
14 |
| 11. | Franklin | Ross Quarry Ottawa, Kansas |
Stoner member Stanton limestone |
12 |
| 12. | Leavenworth | Loring Quarries, Inc. Bonner Springs, Kansas SE 14-12-22E |
Farley member Wyandotte limestone |
22 |
| 13. | Linn | SW 27-21-24E | Sniabar member Hertha limestone |
5 |
| 14. | Miami | Killough Quarry Wellsville, Kansas |
Stoner member Stanton limestone |
14 |
| 15. | Neosho | Ash Grove Lime & Cement Co., Chanute, Kansas |
Raytown member Iola limestone |
25 max. |
| 16. | Osage | 14-18-14E | Curzon member Topeka limestone |
8 |
| 17. | Wyandotte | 23-11-23E | Argentine member Wyandotte limestone |
13 |
| 18. | Wyandotte | SE SW 36-10-23E | Stoner member Stanton limestone |
12 |
Figure 1--Index map showing locations of limestones sampled.
New samples were taken at most of the known locations. Only a few of the previous analyses were used because of inadequate sampling or lack of precision in earlier analytical methods. To obtain a representative sample a composite of the entire face or outcrop was taken by chipping small pieces of the unweathered limestone from a continuous channel down the quarry face or outcrop. A few samples were taken by removing equal pieces every 6 inches. The total sample was placed in a sack and labeled. Photographs taken at several of the locations are shown in Plates 1 and 2.
Each sample collected in the field was crushed by using a standard laboratory-size jaw crusher, gyratory crusher, and roll mill. The equipment was carefully cleaned between samples to remove any impurities adhering from the previous sample. The product from this treatment was then split with a Jones riffle splitter until each side contained about 200 grams. One of these small samples was then labeled and numbered and set aside for final grinding. Final grinding was done by hand in the laboratory with a porcelain mortar and pestle. The final product was approximately 100-mesh size.
The finely ground samples were analyzed chemically for SiO2, Al2O3, Fe2O3, CaO, MgO, sulfide sulfur, sulfate sulfur, phosphorus pentoxide, and loss on ignition. The analyses were made by accepted methods of inorganic analysis (Kolthoff and Sandell, 1946; Hillebrand and Lundell, 1946; Am. Soc. for Testing Materials, 1946). Results of these analyses are shown in Tables 2 and 3.
Table 2--Chemical analyses of high-calciitm limestones collected (95 percent or more CaCO3).
| Constituent | Location number | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 5 | 7 | 8 | 9 | 11 | 12 | 13 | |
| SiO2 | 0.99 | 0.68 | 0.29 | 4.46 | 2.11 | 2.70 | 1.72 | 1.30 | 2.54 |
| Al2O3* | 0.58 | 0.64 | 0.08 | 0.16 | 0.71 | 0.55 | 0.39 | 0.30 | 0.72 |
| Fe2O3 | 0.71 | 0.49 | 0.16 | 0.16 | 0.89 | 1.69 | 0.50 | 0.39 | 0.53 |
| CaO | 53.37 | 55.06 | 55.00 | 53.28 | 53.27 | 53.35 | 53.97 | 54.04 | 53.33 |
| MgO | 1.19 | 0.43 | 0.43 | 0.32 | 0.54 | 0.51 | 0.98 | 0.27 | |
| Total sulfur as S |
0.05 | 0.04 | 0.02 | 0.06 | 0.04 | 0.07 | 0.03 | 0.07 | 0.03 |
| Sulfide sulfur as S |
0.05 | 0.012 | 0.02 | 0.012 | 0.004 | 0.03 | 0.01 | 0.03 | nil |
| Sulfate sulfur as S |
trace | 0.028 | trace | 0.048 | 0.036 | 0.04 | 0.016 | 0.036 | 0.028 |
| P2O5 | 0.035 | 0.025 | 0.01 | 0.031 | 0.041 | 0.015 | 0.019 | trace | 0.10 |
| P | 0.015 | 0.011 | 0.004 | 0.013 | 0.018 | 0.007 | 0.008 | trace | 0.044 |
| Loss on ignition** |
43.24 | 43.00 | 43.81 | 41.96 | 41.88 | 41.90 | 42.50 | 42.87 | 42.02 |
| Calculated CaCO3 |
95.17 | 98.18 | 98.08 | 95.01 | 95.0 | 95.13 | 96.24 | 96.36 | 95.10 |
| Calculated MgCO3 |
2.49 | 0.90 | 0.90 | 0.67 | 1.13 | 1.07 | 2.05 | 0.56 | |
| Total carbonates |
97.66 | 99.08 | 98.98 | 95.68 | 96.26 | 97.31 | 98.41 | 95.66 | |
| *Contains MnO and TiO2 when present. **Loss on ignition at 1000° C. Sample dried at 105° C. |
|||||||||
Table 3--Chemical analyses of high-calcium limestones collected (more than 90 percent CaCO3 but less than 95 percent).
| Constituent | Location number | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 3 | 4 | 6 | 10 | 14 | 15 | 16 | 17 | 18 | |
| SiO2 | 2.85 | 2.84 | 2.31 | 2.11 | 2.73 | 2.51 | 2.14 | 2.98 | 3.15 |
| Al2O3* | 0.90 | 1.11 | 0.61 | 0.52 | 0.88 | 0.72 | 0.50 | 1.61 | 0.88 |
| Fe2O3 | 0.32 | 0.27 | 0.34 | 0.63 | 0.70 | 0.93 | 0.67 | 0.48 | 1.32 |
| CaO | 52.86 | 52.59 | 52.82 | 52.79 | 52.94 | 51.50 | 53.20 | 52.69 | 51.35 |
| MgO | 1.05 | 0.65 | 0.77 | 0.82 | 0.52 | 1.59 | 0.75 | 0.08 | 1.30 |
| Total sulfur as S |
0.05 | 0.08 | 0.05 | 0.08 | 0.03 | 0.08 | 0.03 | 0.03 | |
| Sulfide sulfur as S |
trace | 0.02 | 0.02 | 0.06 | 0.01 | nil | 0.01 | ||
| Sulfate sulfur as S |
0.048 | 0.060 | 0.030 | 0.030 | 0.020 | 0.036 | 0.140 | 0.020 | |
| P2O5 | 0.140 | 0.030 | 0.023 | 0.039 | 0.033 | 0.06 | 0.070 | 0.12 | 0.030 |
| P | 0.061 | 0.013 | 0.010 | 0.017 | 0.014 | 0.026 | 0.031 | 0.05 | 0.013 |
| Loss on ignition** |
42.05 | 41.88 | 42.48 | 42.50 | 42.15 | 42.30 | 42.35 | 41.51 | 41.82 |
| Calculated CaCO3 |
94.26 | 93.78 | 94.19 | 94.13 | 94.40 | 91.83 | 94.86 | 93.96 | 91.57 |
| Calculated MgCO3 |
2.20 | 1.36 | 1.61 | 1.72 | 1.09 | 3.33 | 1.57 | 0.17 | 2.72 |
| Total carbonates |
96.46 | 95.14 | 95.80 | 95.85 | 95.49 | 95.16 | 96.43 | 94.13 | 94.29 |
| *Contains MnO and TiO2 when present. **Loss on ignition at 1000° C. Sample dried at 105° C. |
|||||||||
Tests conducted in the laboratory other than complete chemical analyses were decrepitation during firing, firing to produce quicklime, and slaking to produce hydrated lime. All three were accomplished with one sample. The operation was carried out by firing the coarsely crushed limestone in fire-clay crucibles. The crucibles were stock Denver Fire Clay Company crucibles 3 inches high with a maximum inside diameter of 2 3/8 inches. The limestone was packed into the crucibles until level with the top. They were then put into a cold Hoskins FD204 muffle and heated at a rate of approximately 150 degrees per hour. The crucibles were on a clean plate and were checked visually about every hour for any signs of decrepitation. The heating was continued for about 7 hours with the last 2 hours being above the calcining temperature of calcium carbonate (825 degrees C.). After the furnace was turned off, the samples were allowed to cool with the muffle over night. The samples were removed the next morning and placed in tightly sealed sample bottles. Each crucible was examined for signs of decrepitation as it was removed from the muffle. The color of the quicklime was noted after removal from the crucible and shaking in the sealed bottle. Hydrated lime was prepared by taking a portion of the quicklime from the sealed bottle, placing it in a 250-cc beaker, and covering with water, The length of time before slaking commenced was noted. The slurries were stirred intermittently until all slaking had ceased.
The slaked lime was then decanted into clean porcelain evaporating dishes leaving the coarser particles of impurities in the beaker. More water was used at this stage whenever necessary to remove the calcium hydroxide. The excess water was allowed to evaporate, with final drying on a steam bath. The dry hydrate was then pulverized with a porcelain mortar and pestle. Small parts of each sample were placed on a white ceramic plate and the color estimated visually in natural light. Table 4 lists the various observations made during the entire procedure.
Table 4--Characteristics of lime from selected Kansas limestones.
| Location no. |
Color of quicklime |
Approx. slaking time, minutes |
Color of hydrated lime |
|---|---|---|---|
| 1 | dark gray | 1 | white |
| 5 | gray white | 1 | very light gray |
| 6 | cream | 1 | white |
| 10 | dark gray | 2 | white |
| 14 | light tan | 2 | white |
| 15 | dark gray | 1 | white |
| 18 | tan | 1 | very light gray |
The percentage of calcium carbonate is, of course, the primary constituent sought. Many of the limestones examined were eliminated visually because of impurities contained, but most had to be analyzed before any final decision could be reached. The chemical specifications for lime, glass fiber, fluxstone, etc., will be discussed later. The first elimination was made on the basis of calcium carbonate. The limestones that contained between 90 and 95 percent calcium carbonate were considered where such features as thickness, availability to transportation, or location were exceptional or where large quarries were operating. The emphasis of this study, however, is placed on the limestones that contain 95 percent or more CaCO3. Samples containing 95 percent or more calcium carbonate are listed in Table 2. Table 3 lists those containing 90 to 95 percent. Because many of the specifications do not disqualify magnesium oxide (or carbonate), a total carbonate column is shown in both Tables 2 and 3.
Silica--Silicon dioxide is present in limestones both as chert, which is cryptocrystalline quartz, and as various silicates. The purer limestones contain only very small quantities of silicates but can have finely divided chert present in sufficient amounts to be troublesome. Elimination of samples was made on the basis of 3 percent silica as a maximum tolerance with one exception (location 7, Table 2).
Sulfur--Sulfur is present in limestones both as calcium sulfate (CaSO4) and as various sulfides, primarily iron sulfide or pyrite (FeS2). Specifications for the various uses vary in their tolerance of sulfur compounds so sulfate sulfur, sulfide sulfur, and total sulfur were determined. A general tolerance of 0.1 percent for total sulfur was used as a maximum percentage allowed. The one exception, location 17, was retained because of the possibility of contamination of the rock by surface water and another sample was not readily obtainable.
Phosphorus--Phosphorus in sedimentary rocks such as limestone is usually derived from fossil remains of plants and animals. The most common phosphate minerals are collophane 3[Ca3(PO4)2].nCa (CO3,F,O).xH2O which is a mineraloid, and dahllite, 3 [Ca3(PO4)2].CaCO3. Collophane is the dominant mineral of fossil bones. Dahllite is secondary after collophane, and usually occurs with it.
Limestones were eliminated from this study if they contained more than 0.1 percent phosphorus expressed as P2O5.
Magnesium--Magnesium is present in limestones as the carbonate MgCO3. Dolomite, CaMg(CO3)2, is the primary mineral. The magnesium content of a limestone can range from nil to pure dolomite which contains 21.7 percent MgO, 30.4 percent CaO, and 47.9 percent CO2. High magnesium limestones were automatically eliminated at the beginning of the study. All the limestones selected contain less than 5.0 percent magnesium carbonate. Actually all but one, location 15, contained less than 3 percent.
Some of the uses of quick and hydrated lime and their specifications are discussed below. These uses are for high-calcium limestone and are in addition to the present uses for which limestones in Kansas have been utilized.
One of the largest uses for high-calcium limestone is in the production of quick and hydrated lime. The largest markets for lime are (1) quicklime for structural purposes; (2) cooking of rags in paper manufacture; (3) quicklime for sulfite pulp manufacture; (4) both quick and hydrated lime in the textile industry; and (5) water softening. Industries with more exacting specifications are (1) silica brick manufacture, both quick and hydrated; (2) varnish production; (3) normal and special finishing hydrated lime; and (4) hydrated lime for masonry purposes.
Physical tests for lime were not within the scope of this work. For detailed descriptions of the physical tests required by various users, the following determinations are described by the American Society for Testing Materials Designation C 110-45T (A.S.T.M. Standards, 1946: residue, standard consistency of lime putty, plasticity of lime putty, soundness of hydrated lime, popping and pitting hydrated lime, and water retention of hydrated lime.
Table 5 shows the chemical specifications for quick and hydrated lime for the various uses mentioned above. All specifications are those of the American Society for Testing Materials. Table 6 shows the composition of some of the limestones on both raw and calcined bases. These values can then be compared with those of Table 5. Lime can be produced by any of three firing processes: (1) shaft kilns, which are the oldest method; (2) rotary kilns which are continuous but are initially more expensive; and (3) the recent development of the fluid-solids principle of calcining small particles of calcium carbonate or limestone while they are maintained in dense suspension in a gaseous medium (A.I.M.E., 1949, p. 489). The products from calcination of limestone are prepared for market in the following forms: (1) large lumps, 8 inches in diameter and smaller, (2) pebble or crushed, 2 1/2 inches and smaller, (3) ground, screened, or granular, one-fourth inch and smaller, (4) pulverized, substantially all passing a number 20 screen, (5) standard hydrated lime, and (6) super-fine hydrated lime. One important factor to be considered in the making of hydrated lime is that the automatic pulverizer throws out harder pieces of impurities during the hydrating process, thus giving a higher purity lime product than would be calculated from the raw rock (A.I.M.E., 1949, p. 493). Therefore many of the limestones that will not quite meet the chemical specifications for lime could be up-graded during the hydrating process. Of course there would have to be other features that were desirable such as location, market, etc. to offset the consideration of a naturally pure limestone in another area.
Table 5--Chemical specifications for quicklinte and hydrated lime* for various industries (Compiled from Am. Soc. for Testing Materials, 1946).
| Use | Percent | |||||||
|---|---|---|---|---|---|---|---|---|
| CaO, min. |
MgO, max. |
CaO+MgO, min. |
SiO2, max. |
Al2O3 and Fe2O3, max. |
SiO2, Al2O3, and oxide of iron, max. |
CO2 max., at place of manufacture |
CO2 max., at any other place |
|
| Quicklime for structural purposes | 75 | 95 | 5 | 3 | 10 | |||
| Cooking of rags in quicklime | 90 | |||||||
| Paper manufacturing, hydrated | 64.3 | |||||||
| Quicklime for sulfite pulp manufacture |
94.3 | 2.6 | 3.1 | |||||
| Hydrated lime for varnish manufacture |
94.0 | 3.0 | 3.0 (Fe2O3 max., 0.4) |
3.0 | 5.0 | |||
| Quicklime and hydrated lime for use in textile industry |
94.0 | 3.0 | 2.5 | 2.0 | quicklime | 3.0 | 5.0 | |
| hydrated | 5.0 | 7.0 | ||||||
| Silica brick manufacture | 90.0 | 4.5 | 3.0 | 1.5 | 5.0 | 10.0 | ||
| Water softening | available lime-quick, 90 percent hydrated, 68.1 percent |
|||||||
| *All values are on a nonvolatile basis. | ||||||||
Table 6--Analyses of Kansas limestones on both raw and calcined bases for comparison with lime specifications.
| Loc. no. |
Raw basis | Calcined basis | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 and Fe2O3 |
SiO2 + Al2O3 + Fe2O3 |
SiO2 | Al2O3 and Fe2O3 |
SiO2 + Al2O3 + Fe2O3 |
CaO | MgO | CaO+MgO | |
| 1 | 0.99 | 1.29 | 2.28 | 1.7 | 2.3 | 4.0 | 94.0 | 2.1 | 96.1 |
| 2 | 0.68 | 1.13 | 1.81 | 1.2 | 2.0 | 3.2 | 96.6 | 0.8 | 97.0 |
| 3 | 2.85 | 1.22 | 3.07 | 4.9 | 2.1 | 7.0 | 91.2 | 1.8 | 93.0 |
| 4 | 2.84 | 1.38 | 4.22 | 4.9 | 2.4 | 7.3 | 90.5 | 1.1 | 91.6 |
| 5 | 0.29 | 0.24 | 0.53 | 0.5 | 0.4 | 0.9 | 97.9 | 0.8 | 98.7 |
| 6 | 2.31 | 0.95 | 3.26 | 4.1 | 1.7 | 5.8 | 91.8 | 1.3 | 93.1 |
| 7 | 4.46 | 0.32 | 4.78 | 7.7 | 0.6 | 8.3 | 91.8 | 0.6 | 92.4 |
| 8 | 2.11 | 1.60 | 3.71 | 3.6 | 2.7 | 6.3 | 91.7 | ||
| 9 | 2.70 | 2.24 | 4.94 | 4.6 | 3.9 | 8.5 | 91.8 | 0.9 | 92.7 |
| 10 | 2.11 | 1.15 | 3.26 | 3.7 | 2.0 | 5.7 | 91.8 | 1.4 | 93.2 |
| 11 | 1.72 | 0.89 | 2.51 | 3.0 | 1.5 | 4.5 | 93.9 | 0.9 | 94.8 |
| 12 | 1.30 | 0.69 | 1.99 | 2.3 | 1.2 | 3.5 | 94.6 | 1.7 | 96.3 |
| 13 | 2.54 | 1.25 | 3.79 | 4.4 | 2.2 | 6.6 | 92.0 | 0.5 | 92.5 |
| 14 | 2.73 | 1.58 | 4.31 | 4.7 | 2.7 | 7.4 | 91.5 | 0.9 | 92.4 |
| 15 | 2.51 | 1.65 | 4.16 | 4.4 | 2.9 | 7.3 | 89.3 | 2.8 | 92.1 |
| 16 | 2.14 | 1.17 | 3.31 | 3.7 | 2.0 | 5.7 | 92.3 | 1.3 | 93.6 |
| 17 | 2.98 | 2.09 | 5.07 | 5.1 | 3.6 | 8.7 | 90.1 | 0.1 | 90.2 |
| 18 | 3.15 | 2.20 | 5.35 | 5.4 | 3.8 | 9.2 | 88.3 | 2.2 | 90.5 |
The iron and steel industries are large users of high-calcium limestone, lime, and dolomite. The various processes have different requirements, varying both as to the process and to the location of the plant. For limestone, impurities are considered primarily from a cost standpoint. This is especially true of the silica-alumina type of impurity (Bowles, 1928, pp. 95-96). In general a sulfur content of less than 0.1 percent does no harm, and it is unusual to find more than this amount in commercial limestones. Phosphorus is usually harmful only when the flux is used in the manufacture of Bessemer iron. For this purpose the phosphorus content may reach 0.1 percent without harmful results (Bray, 1942, p. 65). Table 7 shows typical analyses of limestones used in the iron and steel industry.
Table 7--Representative analyses of limestone for use in the iron and steel industry (Camp and Francis, 1940, p. 212).
| Element | Open hearth | Blast furnace | |||
|---|---|---|---|---|---|
| Silica (SiO2) | 0.80 | 1.74 | 3.43 | 1.20 | |
| Iron (Fe) | 0.10 | 0.20 | 0.30 | 0.60 | |
| Phosphorus (P) | 0.005 | 0.006 | 0.006 | 0.033 | |
| Moisture (H2O) | 0.10 | 1.10 | 0.60 | 0.60 | |
| Alumina (Al2O3) | 0.16 | 0.45 | 0.86 | 0.70 | |
| Lime (CaO) | 54.90 | 50.00 | 51.45 | 53.88 | |
| Magnesia (MgO) | 0.47 | 3.40 | 1.66 | 0.68 | |
Table 8 shows various analyses of limestones used for flux in the open-hearth process. These examples are the highest quality stone listed in any of the references cited.
Table 8--Typical analyses of limestone used in the open-hearth process (A.I.M.E., 1944, p. 87).
| District of origin | Composition, percent | Available basis* |
||||
|---|---|---|---|---|---|---|
| CaO | MgO | SiO2 | Al2O3 + Fe2O3 |
CO2 | ||
| Michigan, upper peninsula | 53.52 | 1.54 | 1.02 | 0.46 | 43.60 | 52.51 |
| Michigan, lower peninsula | 54.77 | 0.67 | 0.50 | 0.46 | 43.60 | 54.19 |
| West Virginia | 55.10 | 0.45 | 0.34 | 0.24 | 43.80 | 54.70 |
| Western Pennsylvania | 55.00 | 0.59 | 0.60 | 0.40 | 43.40 | 54.09 |
| Mississippi valley | 55.50 | 0.22 | 0.54 | 0.22 | 43.50 | 54.37 |
| Alabama | 55.08 | 0.13 | 0.69 | 0.24 | 43.36 | 53.49 |
| Colorado | 54.40 | 1.20 | 0.20 | 0.10 | 44.00 | 55.10 |
| * CaO + MgO - 2.5(SiO2). | ||||||
Table 9 shows selected limestones from Kansas compiled for comparison with Tables 7 and 8. Other factors to be considered for metallurgical use are the physical properties of limestones for the various processes. Too much moisture and too large a crystal size can cause decrepitation in the furnace. A weak limestone will not support enough weight for use in a blast furnace. A limestone that dusts during firing will cause too much loss which not only changes the composition of the charge but must be handled or collected as a by-product. Most of the limestones examined in this study are dense, fine-grained, and retain only small amounts of moisture.
Table 9--Selected analyses of Kansas limestones for comparison with specifications for use in the iron and steel industries.
| Loc. no. |
CaO | MgO | SiO2 | Al2O3 + Fe2O3 |
Loss on ignition, 1000° |
Available basis* |
|---|---|---|---|---|---|---|
| 1 | 53.37 | 1.19 | 0.99 | 1.29 | 43.24 | 52.12 |
| 2 | 55.06 | 0.43 | 0.68 | 1.13 | 43.00 | 53.79 |
| 5 | 55.00 | 0.43 | 0.29 | 0.24 | 43.81 | 54.70 |
| 11 | 53.97 | 0.51 | 1.72 | 0.89 | 42.50 | 50.18 |
| 12 | 54.04 | 0.98 | 1.30 | 0.69 | 42.87 | 51.77 |
The glass industry is a large user of limestone in addition to lime. Glass works accounted for about 4.15 percent of the total lime production in 1946 (Rockwood, 1949, p. 479). Limestone, ground to 20 to 100 mesh, is an essential ingredient in the manufacture of glass of different kinds, including flint, plate, window, and bottle glass. In general high-calcium limestone is required. Relative freedom from iron is essential--for most glass it should not exceed 0.3 percent and for flint glass it should not be more than 0.03 percent. Organic matter likewise is limited to about 0.3 percent (Goldbeck, 1949, p. 264). As with other industries the sum of the impurities in the raw materials sometimes makes it necessary to require special purity in many of the more available materials. Thus limestone and lime may be required to have less iron than the general specifications allow. This is also true of glass-fiber production. The freedom from iron is essential here, primarily because of reactivity with the platinum dies.
It is beyond the scope of this paper to present exact specifications for lime and limestone for all the large number of industries that utilize them. Many of these uses are of a secondary nature where the lime or limestone does not appear in the final product. The Minerals Yearbook for 1946 (U.S. Bur. Mines, 1948) lists 48 different uses of lime (both quick and hydrated); these consumed almost six million short tons (Table 10) at an average price (1946) of $8.52 per ton. A partial list showing diversity of use of lime is presented below.
Tonnages for the larger users of lime are given in Table 10.
Table 10--Partial list of tonnages and valite of lime sold in the United States in 1946 (U. S. Bur. Mines, 1948, p. 715).
| Use | Short tons sold |
Average value per ton |
||
|---|---|---|---|---|
| Agricultural | 384,658 | $8.19 | ||
| Building | 845,604 | 10.20 | ||
| Chemical and industrial | ||||
| Calcium carbide and cyanamide | 377,694 | 7.43 | ||
| Glass works | 248,693 | 7.84 | ||
| Insecticides and disinfectants | 96,457 | 9.21 | ||
| Metallurgy | ||||
| Steel (open-hearth and electric furnace) | 874,243 | 7.31 | ||
| Ore concentration | 205,541 | 7.72 | ||
| Paper mills | 565,839 | 7.93 | ||
| Sewage and trade-waste treatment | 65,514 | 8.59 | ||
| Tanneries | 80,182 | 8.10 | ||
| Water purification | 431,772 | 8.26 | ||
| Undistributed | 73,614 | 9.57 | ||
Locations 1 and 2 (Spring Hill limestone)--The analyses of limestone from locations 1 (Pl. 1C) and 2 show an average of 3.6 percent combined silica, ferric oxide, and alumina and about 96.5 percent calcium oxide plus magnesium oxide on a calcined basis. These values meet the specifications for lime listed in Table 5; also the raw rock compares favorably with the typical analyses shown in Table 7 for metallurgical limestone.
Location 5 (Mississippian limestone)--The limestone of Mississippian age at location 5 in Cherokee County averages almost 99 percent total carbonates, which is the highest percent of any sample studied. Figured on a calcined basis, it shows 0.5 percent silica, 0.4 percent alumina and ferric oxide, and 98.7 percent calcium oxide plus magnesia. This rock meets all specifications listed for lime and compares with the best rock listed in both Tables 7 and 8 for metallurgical limestone. The ferric oxide is low enough, 0.16 percent, for consideration for glass or glass fiber.
Location 11 (Stoner limestone)--The limestone at location 11, in Franklin County, has more impurities than that at locations 1, 2, or 5 but still meets most of the minimum requirements for lime as well as blast furnace flux. In addition there is a very good chance that the grade of rock could be improved (see page 89). Without beneficiation the rock contains 4.5 percent combined silica, ferric oxide, and alumina and 94.8 percent combined calcium and magnesium oxides. Thus this rock would meet the lime requirements for structural purposes, cooking of rags in paper manufacturing, water softening, and silica brick manufacture.
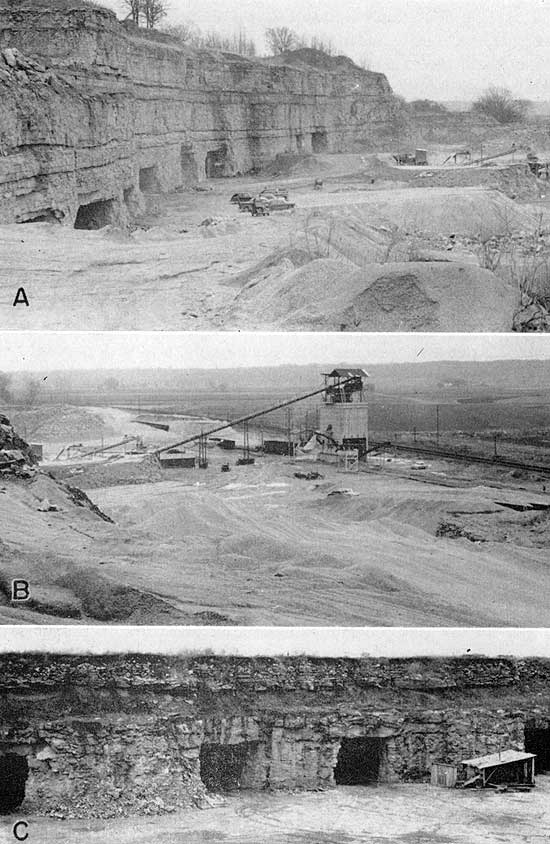
Location 12 (Farley limestone)--Location 12 (Pl. 1A and B), in Leavenworth County, is comparable to locations 1 and 2 in availability and quality. This rock analyzed 98.4 percent total carbonates on a raw basis. On a calcined basis the analysis showed 2.3 percent silica, 1.2 percent alumina plus ferric oxide, and 96.3 percent calcium plus magnesium oxides. At this location the Farley limestone is 22 feet thick. This fact, in addition to the purity of the rock, is unique because the formation is usually thin limestone with alternating shale beds. This is true for all outcrops examined within 2 to 3 miles of location 12. Additional details are discussed under available high-calcium limestones. The condition described is also different from most of the other locations in that a given horizon of the rock maintains essentially the same thickness for a few miles.
Plate 1--A, Quarry face at the Loring Quarry (loc. 12), near Bonner Springs, Kansas. B, Loading facilities at the Loring Quarry. Log washers can be seen at the base of the tipple. C, Garnett Rock Company quarry (loc. 1), Anderson County. The Spring Hill member of the Plattsburg limestone is being quarried.
All the Kansas limestones examined were low in phosphorus and sulfur. These two impurities are detrimental for most uses of high-calcium limestone and prohibitive for some of the uses. It is difficult to tabulate exact specifications for phosphorus and sulfur but the general rule of less than 0.1 percent sulfur and less than 0.1 percent phosphorus pentoxide will meet most specifications.
The word "area" is used here as a generality only to aid in discussion of the locations of the different limestones. Figure 1, on which the locations are plotted on a State map, shows the general areas under discussion.
Six possible locations were found along the Kansas River Valley near or on the Union Pacific Railroad and two others, Ottawa (loc. 11) and Wellsville (loc. 14) near the Santa Fe Railroad.
Location 12--By far the most important location, from both economic and quality of material standpoints, is location 12. Here the Farley limestone member of the Wyandotte limestone reaches a thickness of 22 feet. It is located midway up the section of the Loring Quarries, Inc., quarry near Bonner Springs. The overlying Plattsburg limestone poses somewhat of a problem in that it must be quarried before the Farley can be worked economically. Figures 2 and 3 show the position of the Farley (bed 4) and the plan view of the quarry. The ramp at the west end is being used to reach and quarry the Spring Hill member of the Plattsburg (beds 6 and 7) so that the Farley can be put into production whenever feasible. This quarry was one of the first in Kansas to utilize log washers to produce a cleaner product. At the present time they have two units in operation. One is for coarse concrete aggregate (1 1/4 to 3/8 inches) and one for cleaning "chat" size aggregate (3/8 to 1 1/8 inches) for cement block manufacture. Water is supplied from wells in the Kansas River alluvium, at a rate of 350 gallons per minute per washer. Waste water is returned to the river. Both washers are portable to the extent of being shifted to any desired bin in the tipple. The quarry face and the loading facilities are shown in Plate 1.
Figure 2--Vertical section at the Loring Quarry. Beds 1 and 2, Argentine limestone; beds 3 and 4, Farley limestone (bed 4 is the high-calcium limestone); bed 5, Merriam limestone member of the Plattsburg limestone; beds 6 and 7, Spring Hill member of the Plattsburg limestone.
Figure 3--Plan view of the Loring Quarry.
Locations 17 and 18--Locations 17 and 18 in Wyandotte County are undeveloped. The limestones at these locations were included because they meet the minimum specifications.
Location 10--Location 10 consists of a moderate-sized quarry in the Stoner member of the Stanton limestone, 1 mile east and 1 mile north of Eudora, Kansas. It is adjacent to the Union Pacific Railroad and produces a good grade of limestone by open-pit methods. The room and pillar method of underground mining could be used to good advantage if the open pit method should reach the point of excessive overburden.
Locations 8 and 9--Locations 8 and 9 are separate samplings of the two main ledges of the Deer Creek limestone in Douglas County. The lower member, the Ozawkie limestone, is 5 feet in thickness while the Ervine Creek limestone will average at least 8 feet. While these limestones have not been quarried extensively they form a persistent scarp throughout their line of outcrop in northeastern Kansas. They are a good grade at locations 8 and 9, averaging about 95 percent calcium carbonate.
Location 14--Location 14 is the Killough Quarry 1 mile south and 1 1/2 miles east of Wellsville, Kansas (Pl. 2C). The Stoner member of the Stanton limestone is being quarried from about a 14-foot face. Most of the impurities shown in the analysis consist of clay from cracks and joints in the rock. It would be possible to remove much of this clay if a higher grade of rock is desired.
Location 11--Location 11 is at the Bert Ross Quarry at Ottawa, Kansas. Here the situation is much the same as at location 14. The Stoner lies close to the surface where clay flows into joints and seams. Both locations 11 and 14 are within trucking distance of the Santa Fe Railroad.
Plate 2--A, Outcrop of Mississippian limestone on Shoal Creek 0.6 mile due north of location 5 in Cherokee County. B, Small quarry at location 6, Clay County, in the Fort Riley limestone member of the Barneston formation. C, Killough Quarry, Wellsville, Kansas. The Stoner limestone is quarried here.
Location 5--The most promising limestone examined came from location 5 (Pl. 2A). This is a limestone of Mississippian age which crops out in the extreme southeastern corner of the State. Most of the limestones of Mississippian age in Kansas contain a high percentage of chert but apparently some areas are entirely free from chert at this one horizon. At location 5 this limestone is about 14 feet thick. It is 35 to 50 feet below the Short Creek oölite and is considered to be the same as the "M" bed in the Tri-State lead and zinc mines (A. L. Hornbaker, personal communication). The limestone itself is a gray-white, massive, crinoidal limestone that appears crystalline on a freshly broken surface. There are several locations where the room and pillar method of mining could be utilized. There is no railroad closer than the north edge of the town of Galena which is 2 miles north on Highway K-26. The total hauling distance from the location to the railroad would be approximately 4 miles.
Location 7--Location 7 is at a quarry in Crawford County owned by the J. J. Stark Construction Company of Girard, Kansas. This limestone is a good example of the occurrence of minor amounts of chert. The analysis shows about 95.7 percent total carbonates and 4.5 percent SiO2 and all other impurities of a very minor nature.
Almost half the locations are outside the two areas discussed previously. Locations 1, 2, 13, 15, 16, 3, 4, and 6 (Fig. 1) were either too scattered or too far away to include in the areas mentioned. Each meets the basic requirements, however. Discussion of each location is given below.
Locations 1 and 2--Both locations 1 and 2 are in the Spring Hill member of the Plattsburg limestone in Anderson County. Location 1 (Pl. 1C) is a recent sample from underground at the Garnett Rock Company. Location 2 is a composite made from outcrop samples taken in 1942 several miles due east of Garnett. There are several minor differences in composition between the two samples but the average total carbonate content of 98 percent is very high. The high grade of the rock and very large possible reserve make this a very promising location for production of high-calcium limestone.
Location 13--Only the Sniabar member of the Hertha limestone was sampled at location 13 in Linn County. The thickness is a minimum one and the quality of the rock is just within chemical limits. The area should be examined for promising thicknesses either in the Hertha limestone or in the Swope limestone which is the next limestone unit above the Hertha. It is unlikely that a quarry of large capacity could be established in the Hertha alone unless an area with a thickness of 10 feet or more is found. This has not been done at the present time but is a possibility (Moore and others, 1951,p.90).
Location 15--Location 15 is the limestone quarry at the Ash Grove Lime and Cement Company at Chanute. The rock is the Raytown member of the Iola limestone. The analysis shows a marginal rock from the chemical standpoint, but the availability is good and there are large tonnages in the area. Additional work on the Iola limestone in the Iola and Humboldt area is being planned. The three towns Iola, Humboldt, and Chanute are all in an area where the Iola limestone has thickened to almost 30 feet.
Location 16--Location 16 is in the Curzon member of the Topeka limestone in Osage County. Although this member is only 4 feet thick in Shawnee County, in Osage County its thickness has doubled to about 8 feet. The analysis shown is a composite of two samples. The location is relatively remote from either transportation or an industrial area.
Locations 3 and 4--Locations 3 and 4, in Chase County, are the nearest to Wichita that have been found to date. They are Permian limestones that are of problematical value. In each case the reserve is not great and both locations are in undeveloped areas.
Location 6--Location 6, in Clay County, has possible value. The ledge is tentatively correlated with the Fort Riley limestone. This limestone has a massive facies in the lower one-third of the section which is called "rimrock" in Chase County and supplies the stone for building blocks in Riley County. Where sampled in Clay County, the ledge is creamy to light gray and has a sugary texture. The analysis shows the rock to be high in calcium with low iron content. There is a maximum of 8.5 feet of overburden over the area investigated. The small quarry (Pl. 2B) is about 300 feet from the Missouri Pacific Railroad. This line runs from Junction City northwestward through Clay Center.
Four limestones that meet all chemical specifications for various uses as a high-calcium limestone have been found in Kansas to date. These limestones are at locations 1 and 2, 5, 11, and 12. In addition the other 13 locations described have limestone that is of above average purity and can meet or can be processed to meet specifications for lime and blast furnace flux.
The average composition of limestones that contain more than 95 percent calcium carbonate (Table 2) is SiO2, 1.87 percent; Al2O3, 0.46 percent; Fe2O3, 0.50 percent; CaCO3, 96.39 percent; MgCO3, 1.24 percent; P2O5, 0.032 percent; and S, 0.046 percent.
There are many limestones in Kansas that have not been examined carefully. These locations cover the eastern third of the State. In general the area contains most of the thick limestones. Also the potential markets are closer. There are two exceptions to this statement. Pure limestone would have a market in the Wichita area and the Fort Hays chalk in western Kansas (Runnels and Dubins, 1949) has many possibilities as a source of calcium carbonate. Also more work is needed to extend the immediate areas of the limestones reported here. Physical tests would be a valuable addition to the present data on lime production. Continuing studies of limestone resources of Kansas (from chemical, stratigraphic, and physical properties aspects) are under way by the State Geological Survey.
American Institute of Mining and Metallurgical Engineers (1944) Basic open hearth steel making: Am. Inst. Mining and Met. Engrs., New York, pp. 1-632, figs. 1-164.
American Society for Testing Materials (1946) A.S.T.M. Standards, part II, nonmetallic materials-constructional: Baltimore, Md., pp. 1-1762.
Bowles, Oliver (1928) Utilization problems of metallurgical limestone and dolomite: Am. Inst. Mining and Met. Engrs., New York, Iron and Steel Technology in 1928, pp. 87-102.
Bray. J. L. (1942) Ferrous production metallurgy: John Wiley and Sons, Inc., New York, pp. 1-457, figs. 1-101.
Camp, I. M., and Francis, C. D. (1940) The making, shaping. and treating of steel: Carnegie-Illinois Steel Corp., U. S. Steel Corp. subsidiary, Pittsburgh, Pa., 5th ed.. 3rd impression, pp. 1-1381, figs. 1-556.
Goldbeck, A. T. (1949) Crushed stone: Am. Inst. Mining and Met. Engrs., Industrial Minerals and Rocks, 3d ed., pp. 245-293.
Hillebrand, W. G.. and Lundell, G. E. F. (1946) Applied inorganic analysis: John Wiley & Sons, Inc., New York, 9th prtg., pp. 1-929, figs. 1-40.
Kolthoff, I. M., and Sandell, E. D. (1946) Textbook of quantitative inorganic analysis: Macmillan Co., New York, rev. ed., pp. 1-794, figs. 1-131.
Moore, R. C., and others (1951) The Kansas rock column: Kansas Geol. Survey, Bull. 89, pp. 1-132, figs. 1-52. [available online]
Rockwood, N. C. (1949) Lime: Am. Inst. Mining and Met. Engrs., Industrial Minerals and Rocks, 2d ed., pp. 467-512, figs. 1-11.
Runnels, R. T., and Dubins, I. M. (1949) Chemical and petrographic studies of the Fort Hays chalk in Kansas: Kansas Geol. Survey, Bull. 82, pt. 1, pp. 1-36, figs. 1-6, pl. 1. [available online]
U. S. Bureau of Mines (1948) Minerals Yearbook, 1946: U. S. Bur. Mines, Washington, D. C., pp. 1-1628.
Kansas Geological Survey, Geology
Placed on web Jan. 13, 2009; originally published in June 1951.
Comments to webadmin@kgs.ku.edu
The URL for this page is http://www.kgs.ku.edu/Publications/Bulletins/90_5/index.html