Kansas Geological Survey, Bulletin 170, pt. 7, originally published in 1964
Originally published in 1964 as Kansas Geological Survey Bulletin 170, pt. 7. This is, in general, the original text as published. The information has not been updated. An Acrobat PDF version of the bulletin (2 MB) is also available.
Six kaolinitic clays from the Dakota Formation in north-central Kansas were leached with hydrochloric acid to remove alumina. The alumina was extracted from the leach solution, purified, and recovered as Al2O3. The extraction and recovery processes used gave yields ranging from 147 to 290 lbs/ton of alumina from clays calcined to 650°C. Residues from the leaching process were tested for possible ceramic utilization.
The extraction of alumina from clay has been the subject of myriad investigations. Many such investigations were made before the separation of aluminum metal in 1825. Alumina extraction from clay is possible, but until recently was not economically feasible, so workers investigating the practical extraction of aluminum usually switched to a more easily decomposed and purified compound of aluminum, such as bauxite, for their research. However, pilot production of alumina from clay by acid extraction has recently been completed and research is continuing (Engineering and Mining Journal, 1963), although no published data indicate that an economically feasible process has yet been developed.
Methods of alumina extraction fall into two major groups: (1) Alkali methods typified by the Bayer process which is the most successful of this group and is currently in use by most major aluminum companies for the extraction of alumina from bauxite and lateritic clays, and (2) Acid extraction methods in which either sulfuric, nitric, hydrofluoric or hydrochloric acid is used to take aluminum into solution and remove it from the parent compound. The solution is then filtered, concentrated, and the aluminum salts crystallized from the saturated solution, washed, and calcined to alumina.
Attention was drawn to the possibility of extraction and recovery of alumina from waste solutions in a study of clay beneficiation by Hill, Hladik, and Waugh (1963). The hydrochloric acid used to beneficiate clays from the Dakota Formation removed some aluminum from the clay lattice. In the beneficiation processes the acid could be recovered from the waste solutions, thus concentrating the chloride salts of the elements leached from the clay. If the operation was of sufficient size to warrant alumina extraction, these salts could be processed for alumina. Alu.mina production alone from these clays would be possible, but this would necessitate the disposal of large amounts of leached clay as waste material. Utilization of the leached clay as a beneficiated clay or inert filler would solve the major problems of disposal.
Hydrochloric acid extraction of alumina requires a large volume of acid, which is relatively expensive. Although much of the hydrochloric acid used in the process is recoverable, make-up acid for the process would be needed. The cost of the hydrochloric acid could be lowered by on-site production of the acid and the sale of its by-product salt or salts. On-site production of hydrochloric acid could be accomplished by utilization of the large reserves of halite which underlie the Dakota Formation in Kansas (Fig. 1). Halite can be converted to hydrochloric acid and sodium or a sodium salt by treatment with sulfuric acid or by electrolysis (Mantell, 1960).
A recent publication by Peters, Johnson, and Kirby (1962) thoroughly covers the background, previous investigations, and major problems of hydrochloric acid extraction of alumina from clay. Five methods for the purification of alumina from the hydrochloric acid leach solution are discussed in detail with estimated plant and production costs.
Sulfuric acid can be used for leaching clay, Aluminum sulfate is then crystallized from the leach solutions, but the purification of alum (aluminum sulfate) is not easy, and washing the alum to remove residual acid and coprecipitated sulfates is virtually impossible. In addition to the purification problems, any chance of utilizing the leached material as beneficiated clay is minimized by the precipitation of undesirable sulfates which remain in the clay residue. A detailed discussion of three sulfuric acid leach purification treatments is covered in a paper by Peters, Johnson, and Kirby (1963).
Figure 1--Area underlain by Hutchinson salt (after Kulstad, 1959), and approximate location of clay samples used in laboratory investigation.
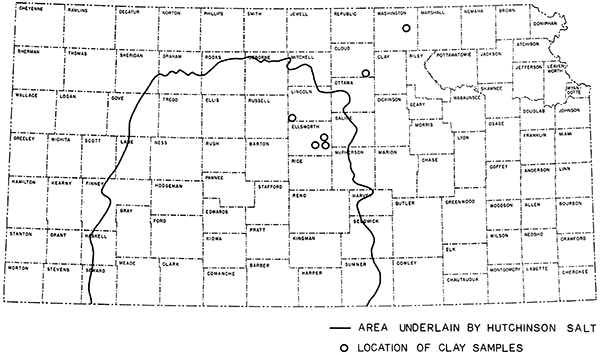
Six clay samples from the Dakota Formation in north-central Kansas were chosen for this study (Fig. 1; Table 1). Each clay was dried, panmilled and divided into three parts. One air dried part was retained; another was fired to 300°C, and a third was fired to 650°C to determine the effects of calcination at various temperatures on the leaching process.
Table 1--Location, thickness, and description of clays used for testing.
| KGS clay no. |
County | Location | Stratigraphic position |
Thickness, feet |
Description | Distance (in miles) to | |
|---|---|---|---|---|---|---|---|
| Hard surface road |
Railroad | ||||||
| C-27-13 | Cloud | 32-8S-2W | Terra Cotta Clay Member, Dakota Formation |
12.3 | Fireclay, plastic, low-duty, gray, (ball clay type) |
3.75 | 8.75 |
| EL-12-2 | Ellsworth | 29-15S-6W | Terra Cotta Clay Member, Dakota Formation |
9.1 | Fireclay, plastic, intermediate-duty, gray with some yellow stains |
1.5 | 2.0 |
| EL-69-2 | Ellsworth | 30-15S-6W | Terra Cotta Clay Member, Dakota Formation |
10.0 | Fireclay, plastic, low-duty, gray with some yellow |
1.5 | 2 0 |
| EL-72-14 | Ellsworth | 19-15S-6W | Terra Cotta Clay Member, Dakota Formation |
10.6 | Fireclay, plastic, low-duty, gray with some red and yellow |
1.5 | 0.5 |
| L-39-2 | Lincoln | 1S-13S-10W | Janssen Clay Member, Dakota Formation |
7.8 | Fireclay, plastic, gray to dark gray |
0.3 | 12.0 |
| W-3-16 | Washington | 4-3S-4E | Terra Cotta Clay Member, Dakota Formation |
13.2 | Clay, silty, gray, yellow and red mottled |
0.1 | 3.25 |
Chemical analyses were made of an unfired sample of each clay, and samples were taken of the residues from each leach for R2O3 and Fe2O3 analyses. These analyses offer an approximate comparison of the relative amount of alumina remaining in the residue with that in the unfired clay. The methods of analysis used are those outlined in Hill, et al. (1961).
Pyrometric cone equivalent (PCE), shrinkage, absorption, and fired-color tests were also performed on samples of the unfired clay and the residues after leaching to determine the possible ceramic applications of the residues.
PCE analyses were run on each of the raw clays and leached clay residues. The clays and residues were dried at 105°C, crushed to pass a 60-mesh sieve, and 20g of each sample was calcined to 1750°F. The calcined clay was mixed with a small amount of three-percent polyvinyl alcohol in water until a stiff mud was formed. The mud was then pressed into a metal mold in the shape of a standard pyrometric cone. The resultant cones were allowed to dry and were alternately mounted with standard cones in a circular test plaque. A Denver Fire Clay Company gas-fired furnace designed for PCE testing according to ASTM Standard C-24-56 was used to heat the plaque with the test and standard cones.
The plaque was heated until the test cones and one of the known temperature-standard cones softened, bent over, and touched the fireclay plaque simultaneously. This cone number was then recorded as the pyrometric cone equivalent for that sample.
Test bars were prepared from a stiff mud for each sample and marked with a seven-centimeter spacing between the index marks. Total fired shrinkage only was determined at cones 04, 01, 6, and 9 (1922°, 2043°,2194°, and 2300°F respectively). After cooling, the distance between the index marks was measured and recorded.
Percent absorptions were measured by using standard methods. The same test bars used for the shrinkage tests were weighed and measured after each firing. Each bar was then immersed for 24 hours in a beaker of distilled water. After superfluous water was dried from the surface of the bar by blotting it with a lint-free towel, the bar was weighed and the difference recorded as absorbed water.
Fired-color determinations on the test bars were made by comparison of the dry test bar with Munsell color chips until a match or near-match was obtained and recorded by the Munsell code number for that color (Munsell Book of Color, 1929-42).
A 500-gram sample of each unfired or calcined clay was placed in a large beaker and covered with 3 liters of 20-percent-by-volume hydrochloric acid. The solutions were brought to boiling on a hot plate and held at boiling for 2 hours. The beakers were then removed from the hot plate and allowed to cool. After three hours the supernatant liquid was siphoned and retained. Two liters of distilled water were added to each beaker of clay slurry, and it was reheated to boiling. The beakers were again taken off the hot plate and the clay was allowed to cool and settle overnight, approximately 16 hours. The supernatant wash-liquid was then siphoned and added to the liquid recovered from the acid leach. From the respective volumes of acid solution and water-wash recovered by this method, it was determined that 75 ± 5 percent of the material leached from the clay was recovered.
The combined solutions were then vacuum filtered (using Millipore filter paper, pore size 1.20 µ) to remove suspended clay and were placed on the hot plate to evaporate to near dryness. AlCl3 · 6H2O was crystallized by adding concentrated HCl (Sp. Gr. of at least 1.19) to the small amount of solution remaining from the evaporation of the acid leach and wash-water. Hydrated aluminum trichloride is insoluble in concentrated HCl, but most of the other elements leached from the clay remained in solution. After the crystalline precipitate had settled, the supernatant liquid containing such impurities as calcium, magnesium, and iron chlorides and silicates were carefully decanted and reserved for a second precipitation. After several concentrated HCl washes and decantations the AlCl3 · 6H2O was dissolved in a small amount of water, filtered to remove any insoluble silicates, evaporated to near dryness, and recrystallized with concentrated HCl. This step purifies the product by removing impurities physically entrained by the first crystallization. This was followed by as many concentrated HCl washes and additional crystallizations as was necessary to render the precipitate white and the HCl wash-solution water-clear, thus assuring almost total removal of ferric chloride. The solution decanted from the first crystallization of AlCl3 · 6H2O was evaporated to near dryness, and a second crystallization was made to recover any aluminum remaining in solution. The product of the second crystallization was purified in the same way as the first. The purified AlCl3 · 6H2O was dissolved in water and precipitated at 100°C with NH4OH as Al(OH)3 · nH2O. This precipitate was vacuum filtered, dried, ignited to 1200°C to form Al2O3, and weighed to determine the yield.
Complete chemical analyses of the six raw clays studied showed a range of alumina content from 14.37 to 22.54 percent (Table 2). The clays contained varying amounts of siliceous silt, which lowers the total alumina content of the raw clay. Silt could be removed by sedimentation, thus raising the alumina content of the raw material, but the sedimentation step would be economically prohibitive where several thousand tons of dry clay are to be processed each day. Therefore, the sedimentation step was omitted from the laboratory tests. This omission resulted in the handling and processing of a quantity of relatively inert siliceous material which contained little or no leachable alumina.
Table 2--Chemical constituents of unfired and untreated clay.
| KGS clay no. |
63136 C-27-13 |
63137 EL-12-2 |
63138 EL-69-2 |
63139 EL-72-14 |
63140 L-39-2 |
63141 W-3-16 |
|---|---|---|---|---|---|---|
| SiO2 | 63.70 | 61.90 | 72.15 | 63.97 | 70.32 | 63.97 |
| Al2O3 | 22.54 | 22.30 | 14.37 | 18.44 | 18.68 | 21.28 |
| Fe2O3 | 1.83 | 4.25 | 4.69 | 6.37 | 1.35 | 2.65 |
| TiO2 | 1.14 | 0.97 | 0.72 | 0.92 | 1.01 | 2.16 |
| CaO | 0.34 | 0.32 | 0.12 | 1.01 | 0.47 | 0.41 |
| MgO | 0.61 | 0.45 | 0.64 | 0.6S | 0.23 | 0.72 |
| P205 | 0.01 | 0.04 | 0.03 | Trace | Trace | Trace |
| SO3 | 0.02 | 0.13 | 0.31 | 0.03 | Trace | Trace |
| K2O | 1.77 | 0.72 | 1.73 | 1.57 | 0.68 | 0.80 |
| Na2O | 0.16 | 0.09 | 0.09 | 0.20 | 0.04 | 0.06 |
| S | 0.01 | 0.03 | Nil | 0.01 | 0.02 | 0.01 |
| LOI@1000°C | 7.32 | 8.40 | 5.13 | 6.66 | 6.85 | 7.65 |
| Total | 99.44 | 99.57 | 99.98 | 99.85 | 99.63 | 99.70 |
| All samples dried @ 140° C. All constituents reported as percent by weight. |
||||||
The iron oxide content of the clays ranged from 1.35 to 6.37 percent. The iron chlorides leached from the clay presented the greatest problem in the purification step of any of the contaminating compounds, with the possible exception of silicates in solution in the acid leach.
The actual percent of Al2O3 recovered from the three samples of each clay is presented in Table 3. This table is based upon 75 ± 5 percent of the leached material recovered by decantation in the laboratory method. Efficient filtration in plant operation would result in a greater recovery of the leached materials. The values (Table 3) were raised proportionally to determine the total amount of Al2O3 removed from the clay. The values thus derived, based upon 100 percent recovery, are shown in Table 4 and represent the maximum amount of Al2O3 that it is possible to recover from these clays by the treatment used. On the samples of the first clay tested (#C-27-13) a second hydrochloric acid leach was performed as described above and the hydrated aluminum trichloride extracted and purified (Table 3). The results indicated that most of the aluminum available was extracted by the first leach; therefore, no second leach was performed on the remaining five clays of the test series.
Table 3--Percent Al2O3 available and recovered in some Dakota clays.| KGS clay no. |
C-27-13 1st leach |
C-27-13 2nd leach |
EL-12-2 | EL-69-2 | EL-72-14 | L-39-2 | EL-3-16 |
|---|---|---|---|---|---|---|---|
| % Al2O3 available | 22.32 | 21.99 | 14.35 | 18.19 | 18.57 | 20.96 | |
| Actual wt. % Al2O3 recovered from raw clay |
0.80 | 0.84 | 1.06 | 0.75 | 0.81 | 0.57 | 0.86 |
| Actual wt. % Al2O3 recovered from clay calcined to 300°C |
0.63 | 0.37 | 0.75 | 0.50 | 0.85 | 0.61 | 0.72 |
| Actual wt. % Al2O3 recovered from clay calcined to 650°C |
6.69 | 0.29 | 10.13 | 5.15 | 6.90 | 9.40 | 6.70 |
| % Al2O3 recovered of that available from raw clay |
3.58 | 3.76 | 4.82 | 5.23 | 4.45 | 3.07 | 4.10 |
| % Al2O3 recovered of that available from clay calcined to 300°C |
2.82 | 1.66 | 3.41 | 3.48 | 4.67 | 3.28 | 3.44 |
| % Al2O3 recovered of that available from clay calcined to 650°C |
29.97 | 1.30 | 46.07 | 35.89 | 37.93 | 50.62 | 31.97 |
| All percent based on sample weight air dry. The recovery figures represent the amount of Al2O3 recovered from 75 ± 5 percent of the total amount leached; therefore, these figures can be raised correspondingly. |
|||||||
Table 4--Calculated Al2O3 recoverable in lbs/ton based upon data from Table 3 and assuming 100% recovery of the Al2O3 extracted from the clay.
| KGS clay no. |
C-27-13 | EL-12-2 | EL-69-2 | EL-72-14 | L-39-2 | W-3-16 |
|---|---|---|---|---|---|---|
| Range Al2O3 recoverable lbs/ton raw clay |
20-23 | 27-30 | 19-21 | 20-23 | 14-16 | 22-25 |
| Range Al2O3 recoverable lbs/ton clay calcined to 300°C |
16-18 | 19-22 | 13-14 | 21-24 | 15-17 | 18-21 |
| Range Al2O3 recoverable lbs/ton clay calcined to 650°C |
167-191 | 253-290 | 129-147 | 172-197 | 235-269 | 168-192 |
The leached clay residues were analyzed for Fe2O3, TiO2, and Al2O3 to ascertain the quantities of these oxides remaining after leaching (Table 5). The Al2O3 was reduced to a range of 6.30 to 12.99 percent in the 650°C-calcined leached residues. The Fe2O3 values ranged from 0.73 to 1.80 percent in the 650°-calcined residues. Iron content is of interest because ferric iron is the primary coloring agent in a fired ceramic material. The combination of the amount of Al2O3, which partially governs the firing temperature, and the value for iron oxide, which governs the fired color, lends some information as to the possible uses of the leached residue. The results of the PCE tests are reported in Table 6. It was expected that lowering the alumina content of the clay would result in a subsequent lowering of the PCE. This was generally the case, but some reversals of PCE were noted, and the experimental results are inconsistent when a comparison is made of the amount of alumina removed with the lowered PCE value. This inconsistency in the PCE results may indicate that with the removal of alumina from the clay, silica becomes the dominant refractory compound.
Table 5--Percentage of Fe2O3, TiO2 and Al2O3 in leached clay residues.
| KGS clay no. |
%Fe2O3 | %TiO2 | %Al2O3+ MnO2+ P205 etc |
|---|---|---|---|
| C-27-13 Raw Residue after first leach |
1.60 | 0.72 | 21.45 |
| C-27-13 Raw Residue after second leach |
1.40 | 0.92 | 19.48 |
| C-27-13 Calcined to 300°C After first leach |
1.57 | 0.77 | 21.59 |
| C-27-13 Calcined to 300°C Residue after second leach |
1.34 | 0.59 | 19.78 |
| C-27-13 Calcined to 650°C Residue after first leach |
1.24 | 1.37 | 12.99 |
| C-27-13 Calcined to 6.50°C Residue after second leach |
1.04 | 1.44 | 10.94 |
| EL-12-2 Raw Residue after one leach |
1.93 | 0.89 | 20.99 |
| EL-12-2 Calcined to 300°C Residue after one leach |
1.95 | 0.97 | 21.44 |
| EL-12-2 Calcined to 650°C Residue after one leach |
1.80 | 0.94 | 10.08 |
| EL-69-2 Raw Residue after one leach |
1.64 | 0.64 | 14.90 |
| EL-69-2 Calcined to 300°C Residue after one leach |
1.76 | 0.57 | 14.34 |
| EL--69-2 Calcined to 650°C Residue after one leach |
1.78 | 0.48 | 8.88 |
| EL-72-14 Raw Residue after one leach |
1.91 | 1.15 | 17.88 |
| EL-72-14 Calcined to 300°C Residue after one leach |
2.03 | 1.74 | 17.38 |
| EL--72-14 Calcined to 650°C Residue after one leach |
1.64 | 1.47 | 11.39 |
| L-39-2 Raw Residue after one leach |
1.27 | 0.73 | 15.84 |
| L-39-2 Calcined to 300°C Residue after one leach |
0.80 | 0.93 | 12.65 |
| L-39-2 Calcined to 650°C Residue after one leach |
0.73 | 1.30 | 6.30 |
| W-3-16 Raw Residue after one leach |
1.75 | 1.19 | 20.77 |
| W-3-16 Calcined to 300°C Residue after one leach |
1.71 | 1.20 | 20.95 |
| W-3-16 Calcined to 650°C Residue after one leach |
1.62 | l.48 | 11.67 |
Table 6--Pyrometric cone equivalents of untreated clays and leached residues after alumina extraction.
| KGS clay no. |
PCE | PCE after 1st leach | PCE after 2nd leach | ||||
|---|---|---|---|---|---|---|---|
| untreated | raw | 300°C | 650°C | raw | 300°C | 650°C | |
| C-27-13 | 26+ | 17 | 19 | 26 | 23 | 17 | 23 |
| EL-12-2 | 30-31 | 23 | 23 | 26 | |||
| EL-69-2 | 30 | 18 | 18 | 18 | |||
| EL-72-14 | 27 | 20 | 20 | 17 | |||
| L-39-2 | 28 | 23 | 26 | 26 | |||
| W-3-16 | 26 | 23 | 20 | 19 | |||
| Temperature equivalents of the pyrometric cones used, in degrees Fahrenheit: 17 2705° 18 2743° 19 2782° 20 2820° 23 2895° 26 2921° 27 2961° 28 2971° 30 3009° 31 3054° |
|||||||
Shrinkage and absorption delineate some of the ceramic properties which govern the adaptability of a ceramic raw material to certain manufacturing techniques and specifications needed for the manufacture of ceramic ware (Table 7). Fired color is relatively unimportant where a colored overglaze is to be used, but for the whiteware and ceramic tile industries a white-firing or extremely light clay body is needed. The fired-color data are presented in Table 8.
Table 7--Total linear shrinkage and absorption (in percent) on untreated and acid-treated clays.
| KGS clay no. |
Total linear shrinkage % | Absorption % | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Cones | 05 | 4 | 5 | 8 | 05 | 4 | 5 | 8 | |
| Original | |||||||||
| C-27-13 | 11.81 | 15.50 | 15.26 | 15.86 | 7.85 | 0.29 | 0.46 | 0.52 | |
| Cones | 03 | 01 | 5 | 8 | 03 | 01 | 5 | 8 | |
| Original | |||||||||
| EL-12-2 | 10.71 | 12.21 | 13.17 | 13.05 | 13.90 | 10.78 | 8.66 | 8.72 | |
| Cones | 05 | 02 | 4 | 8 | 05 | 02 | 4 | 8 | |
| Original | |||||||||
| EL-69-2 | 7.28 | 9.43 | 12.01 | 14.15 | 14.41 | 10.93 | 6.17 | 1.20 | |
| Cones | 05 | 04 | 3-4 | 5 | 05 | 04 | 3-4 | 5 | |
| Original | |||||||||
| EL-72-14 | 9.17 | 10.52 | 13.07 | 13.72 | 13.49 | 11.44 | 7.26 | 4.38 | |
| Cones | 02 | 4 | 9 | 12 | 02 | 4 | 9 | 12 | |
| Original | |||||||||
| L-39-2 | 7.92 | 9.21 | 9.92 | 10.07 | 13.69 | 11.76 | 10.38 | 8.98 | |
| Cones | 06 | 5 | 9 | 12-13 | 06 | 5 | 9 | 12-13 | |
| Original | |||||||||
| W-3-16 | 7.14 | 9.10 | 9.61 | 10.57 | 11.68 | 7.52 | 6.04 | 3.16 | |
| Cones | 04 | 01 | 6 | 9 | 04 | 01 | 6 | 9 | |
| C-27-13 | |||||||||
| U | 11.11 | 13.82 | 16.67 | 20.68 | 18.77 | 14.55 | 9.31 | 0.00 | |
| 300°C 1st leach | 11.11 | 13.82 | 16.67 | 19.66 | 19.51 | 14.02 | 8.71 | 0.76 | |
| 650°C | 6.06 | 9.38 | 11.11 | 11.11 | 26.15 | 18.27 | 14.04 | 13.08 | |
| U | 11.11 | 14.75 | 18.64 | 22.80 | 27.76 | 20.91 | 16.03 | 6.03 | |
| 300° 2nd leach | 11.11 | 14.75 | 17.65 | 21.73 | 27.27 | 20.11 | 15.00 | 6.70 | |
| 650° | 6.06 | 9.38 | 11.11 | 10.24 | 27.29 | 20.64 | 16.97 | 15.60 | |
| EL-12-2 | |||||||||
| U | 14.75 | 17.65 | 20.68 | 20.68 | 25.18 | 19.96 | 15.11 | 13.31 | |
| 300° 1st leach | 11.11 | 13.82 | 16.67 | 16.67 | 20.73 | 15.43 | 10.89 | 9.08 | |
| 650° | 4.48 | 6.06 | 7.69 | 7.69 | 30.06 | 24.95 | 21.55 | 20.98 | |
| EL-69-2 | |||||||||
| U | 8.53 | 9.38 | 11.11 | 13.82 | 15.17 | 11.93 | 8.70 | 3.70 | |
| 300° 1st leach | 6.06 | 8.53 | 10.24 | 12.00 | 14.64 | 12.08 | 8.52 | 3.72 | |
| 650° | 5.26 | 6.06 | 8.53 | 8.53 | 20.72 | 17.35 | 13.37 | 11.20 | |
| EL-72-14 | |||||||||
| U | 10.24 | 12.90 | 14.75 | 15.70 | 15.89 | 11.96 | 8.04 | 3.93 | |
| 300° 1st leach | 10.24 | 12.00 | 13.82 | 15.70 | 17.18 | 13.74 | 10.05 | 5.34 | |
| 650° | 6.06 | 9.38 | 9.38 | 10.24 | 24.75 | 18.77 | 16.41 | 13.87 | |
| L-39-2 | |||||||||
| U | 6.06 | 6.87 | 7.69 | 8.53 | 20.30 | 18.39 | 16.35 | 15.26 | |
| 300° 1st leach | 4.48 | 4.48 | 5.26 | 6.06 | 17.80 | 17.00 | 16.20 | 15.20 | |
| 650° | 1.45 | 2.19 | 2.94 | 3.70 | 24.83 | 22.92 | 21.01 | 19.55 | |
| W-3-16 | |||||||||
| U | 9.38 | 10.00 | 12.14 | 12.14 | 21.38 | 17.00 | 12.02 | 9.87 | |
| 300° 1st leach | 9.38 | 10.71 | 12.86 | 12.86 | 20.80 | 17.10 | 12.17 | 10.16 | |
| 650° | 3.70 | 5.00 | 7.14 | 7.14 | 29.00 | 25.10 | 19.96 | 19.70 | |
| U = Uncalcined. | |||||||||
Table 8--Color descriptions and Munsell colors for original, raw acid-treated, and calcined acid-treated clays fired to cone 9.
| KGS clay no. |
Color description | Munsell code | |
|---|---|---|---|
| C-27-13 (first leach) | |||
| Original color | Yellow-gray | 5Y 7/3 | |
| R | Yellow-gray | 2.5Y 8/2 | |
| 300°C | Yellow-gray | 2.5Y 8/2 | |
| 6.50°C | Cream | 2.5Y 8/3 | |
| C-27-13 (second leach) | |||
| R | Dark cream | 2.5Y 8/4 | |
| 300°C | Cream | 2.5Y 8/3 | |
| 650°C | Cream | 2.5Y 8/3 | |
| EL-12-2 | |||
| Original color | Dark cream | 10YR 8/6 | |
| R | Light cream | 2.5Y 9/3 | |
| 300°C | Cream | 2.5Y 9/4 | |
| 650°C | Cream | 10YR 9/4 | |
| EL-69-2 | |||
| Original color | Yellow-gray | 5Y 7/3 | |
| R | Buff | 10YR 8/4 | |
| 300°C | Buff | 10YR 8/5 | |
| 650°C | Dark cream | 10YR 8/6 | |
| EL-72-14 | |||
| Original color | Buff | 10YR 7/4 | |
| R | Yellow-buff | 10YR 8/5 | |
| 300°C | Yellow-buff | 2.5Y 8/5 | |
| 650°C | Dark cream | 10YR 8/6 | |
| L-39-2 | |||
| Original color | Off-white | 2.5Y 9/1 | |
| R | Off-white | 2.5Y 9/2 | |
| 300°C | Off-white | 2.5Y 9/2 | |
| 650°C | Ivory | 10YR 9/2 | |
| W-3-16 | |||
| Original color | Buff | 10YR 8/6 | |
| R | Off-white | 2.5Y 9/2 | |
| 300°C | Off-white | 2.5Y 9/1 | |
| 650°C | Very light pink | 10YR 8/3 | |
| R = Clay uncalcined before acid leach treatment. | |||
The calcination and acid leach treatment of the clays greatly altered the plasticity of the leached clay residues, rendering them very mealy and lowering their cohesive properties. They could still be used with a binder or with dry press techniques.
Laboratory results indicate that the clay must be calcined to at least 650°C, the approximate temperature for dissociation and dehydration of the clay, for an appreciable amount of Al2O3 to be extracted by the HCl treatment (Table 3). Partial dehydration of the clay at 300°C was detrimental to the removal of Al2O3 in four of the six clays, when compared to the Al2O3 recovered from the raw clay. The actual percent of recovery of the Al2O3 available ranged from 29.97 to 50.62. The amount of Al2O3 available in the uncalcined clay does not necessarily control the amount of Al2O3 which can be extracted. For instance, sample C-27-13 contained 22.32 percent Al2O3, but only 29.97 percent of this amount was recovered, whereas sample L-39-2 contained only 18.57 percent Al2O3 in the uncalcined clay, but 50.62 percent of this amount was recovered by the same treatment. Alterations in the calcination, leaching, and recovery process could possibly increase the yield of Al2O3 recovered from clays such as sample C-27-13, which contain a fairly large percentage of Al2O3. The exact calcination temperature, leaching time, and method of recovery would have to be established for each individual clay for maximum recovery of the available Al2O3.
Although the highest percentage of available Al2O3 recovered was exhibited by sample L-39-2, the maximum total recovery of Al2O3 in lbs/ton (Table 4) was exhibited by sample EL-12-2, at 290 lbs/ton. Therefore, two factors to be considered for the best Al2O3 extraction from clay are the percent Al2O3 contained by the clay and the percentage of this Al2O3 that is recoverable. In the tests, sample EL-69-2 gave the least Al2O3 recovered, at 147 lbs/ton.
The best yield would approximate $15.37 to $16.10 worth of calcined Al2O3 per ton of raw clay, based upon the October 28, 1963, price of 0.0530 to 0.0555 dollars/lb for calcined Al2O3 (Chemical & Engineering News, 1963). The minimum value of Al2O3 recovered at $7.79 to $8.16 per ton of clay is shown by clay sample EL-69-2.
The results of extractions on Kansas clays show our yield to be one-third to one-half the yield theoretically arrived at by Peters, Johnson, and Kirby (1962) in their calculations of plant operating costs based upon type of process used and size of operation.
The chemical costs possibly could be lowered by production of HCl as an integral part of the basic plant, utilizing Kansas salt as a raw material. However, the daily water requirements of such a plant would be several million gallons. The necessary raw materials of water, clay, and salt, combined with economic factors such as transportation, and the availability of labor and fuel, would definitely limit possible plant locations.
Discussion of utilization of the clay residues is limited to those clays calcined to 650°C because only the clays calcined to this temperature gave yields of Al2O3 sufficient for possible alumina production. The extraction of iron from the clay residue in the leach solution lightened the color of all of the samples with the exception of L-39-2, when compared with the unleached sample. The clay residues lost most of their plasticity in the acid treatment and reverted to a mealy consistency when mixed with a small amount of water in the preparation of the test bricks. The greatest advantage of the residues for me as a ceramic raw material is the uniformity gained by wet-processing in large quantities.
The clay residue, if it can be sold as a beneficiated ceramic raw material, would possibly represent a greater dollar per ton value than the Al2O3 extracted.
Ceramic and other uses for the leached residue are:
Other salable by-products which could help offset the cost of the alumina-producing operation include ferric chloride, which can be separated by sublimation in some processes, and the sodium by-products of hydrochloric acid production.
The experimental processing of Kansas kaolinitic clays using hydrochloric acid to extract and recover alumina gave yields ranging from 147 to 290 lbs/ton of alumina from clays calcined to 650°C. A lower calcination temperature of 300°C was detrimental to recovery in some cases, when compared with the results of alumina recovery on the uncalcined samples.
Kansas clays gave one-third to one-half the theoretical yield of alumina presented by Peters, Johnson, and Kirby (1962) in their evaluation of several methods of acid extraction of alumina from clay.
However, on-site production of hydrochloric acid from Kansas salt could appreciably lower reagent costs. Market development for the sale of ferric chloride, sodium, or sodium salts as the by-products of alumina and hydrochloric acid could offset production costs. The sale of the clay residue as a beneficiated ceramic raw material is another market area which could make the processing of Kansas clay for alumina feasible.
Profitable alumina extraction and recovery from Kansas clay without the consideration of by-products is not economically possible under present market prices and construction costs. However, production of hydrochloric acid from Kansas salt and the sale of a beneficiated clay could form the nucleus for future industrial expansion into the field of alumina production as markets demand and circumstances warrant. Before entering the field of alumina production, serious investigations should be made of the current markets, plant costs, and the availability of utilities at any proposed site.
Chemical and Engineering News, 1963, Vol. 41, No. 43, p. 64.
Engineering and Mining Journal, 1963, Vol. 164, No. 6, p. 262.
Hill, W. E., Jr., Waugh, W. N., Galle, O. K., and Runnels, R. T., 1961, Methods of chemical analysis for carbonate and silicate rocks: Kansas Geol. Survey Bull. 152, pt. 1, p. 1-30.
Hill, W. E., Jr., Hladik, W. B., and Waugh, W. N., 1963, Preliminary report on the beneficiation of some Kansas clays and shales: Kansas Geol. Survey Bull. 165, pt. 5, p. 1-12. [available online]
Kulstead, R. O., 1959, Thickness and salt percentage of the Hutchinson Salt: in Symposium on geophysics in Kansas, Hambleton, W. W., ed., Kansas Geol. Survey Bull. 137, p. 241-247. [available online]
Mantell, C. L., 1960, Electrochemical engineering: McGraw-Hill Book Corp., New York, 680 p.
Munsell Color Company, Inc., 1929-1942, Munsell Book of Color: Pocket ed., Baltimore, 43 p.
Peters, F. A., Johnson, P. W., and Kirby, R. C., 1962, Methods for producing alumina from clay: an evaluation of five hydrochloric acid processes: Bureau of Mines Report of Investigations 6133, p. 1-68.
Peters, F. A., Johnson, P. W., and Kirby, R. C., 1963, Methods for producing alumina from clay: an evaluation of three sulfuric acid processes: Bureau of Mines Report of Investigation 6229, p. 1-57.
Kansas Geological Survey, Amenability of Kansas Clays to Alumina Extraction
Placed on web Oct. 10, 2016; originally published in December 1964.
Comments to webadmin@kgs.ku.edu
The URL for this page is http://www.kgs.ku.edu/Publications/Bulletins/170_7/index.html