Kansas Geological Survey, Bulletin 199, pt. 1, originally published in 1970
Originally published in 1970 as part of Kansas Geological Survey Bulletin 199, pt. 1, p. 15-16. This is, in general, the original text as published. The information has not been updated. An Acrobat PDF version of the complete bulletin (5 MB) is also available.
Ceramic belt buckles were designed, manufactured, and tested. Any high-strength vitrified ceramic body having a modulus-of-rupture greater than 20,000 psi may be used in their production. Field testing demonstrated the feasibility of the use of ceramic belt buckles as a fashion accessory for men or women.
For centuries ceramics have been brittle and weak, but modern developments in the chemistry of ceramic bodies are changing these characteristics. True ceramics are still brittle, but they no longer need be weak. Under compression, ceramics are much stronger than metals. Many of the new high-strength alumina porcelains have a tensile strength equal to that of the metals.
The suggestion that a colorful ceramic belt buckle might add a spice of color to a wardrobe resulted in the development and testing of such a buckle. It is hoped that this experimentation may stimulate others to design and produce ceramic belt buckles, or other fashion accessories.
A reasonably high-strength (20,000 psi modulus-of-rupture) body was selected to test the feasibility of this idea; however, no study was made of the ceramic body that would be best suited for a belt buckle. The composition (Table 1) was modified for slip-casting by substituting Kentucky old mine #4 ball clay kaolin. The composition was ball-milled overnight for 14 hours.
Table 1--Ceramic body and slip composition for buckle.
| Raw materials*, body composition | Weight percent |
|---|---|
| Alumina, Reynolds RC-2GF | 33.3 |
| Nepheline syenite, A-400 | 33.4 |
| Kentucky old mine #4 ball clay | 33.3 |
| 100.0 | |
| Slip | |
| Water | 30.0 |
| Calgon (sodium hexametaphosphate) | 0.2 |
| *Modified from Floyd, 1966, p. 60. | |
A large and a small buckle were modeled in clay and three-piece plaster-of-paris molds (Fig. 1) made from them for slip-casting. The best forming method would be dry pressing in a steel die, but the cost of the die was too prohibitive to use for only a few buckles. The hook was cast as an integral part of the buckle. This is an old design used for centuries in casting metal buckles.
Figure 1--Three-piece plaster-of-paris mold for slip-casting large belt buckles.
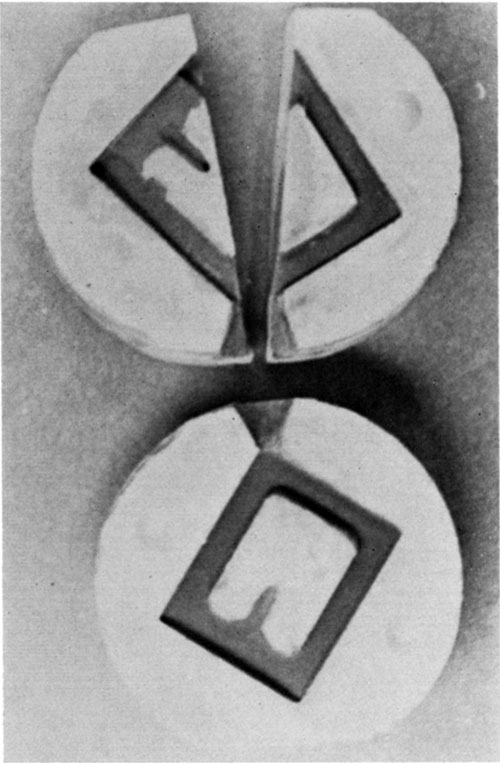
All buckles were solid-cast. Because entrapped air bubbles will cause a zone of weakness in the buckle, a hand vibrator was held gently against the mold to force to the surface any bubbles present.
After the cast was rigid, it was removed from the mold, dried, and flash removed. Smoothed buckles were bisqued to 1500° F, then glazed by dipping and fired to cone 3 (2100° F) to mature both the body and the glaze. During firing the buckle was hung on a small refractory rod hung between two refractory supports. A small area of glaze was removed from the inside surface of the buckle to prevent the glaze from sticking to the refractory rod. This unglazed part of the buckle is covered by the belt.
It is very important to select a noncrazing glaze such as shown in Table 2. The glazed surface must be in compression. A tension surface (crazed glaze) can reduce the modulus-of-rupture by as much as 80 percent, almost ensuring failure of the buckle on the wearer.
Table 2--Composition of cone 3 glaze.
| Composition | Weight percent |
|---|---|
| G-24 frit* | 70 |
| Pioneer air-float kaolin | 15 |
| Nytalc | 5 |
| Zircopax | 5 |
| Flint | 5 |
| 100 | |
| Hercules gum | 0.75 |
| Water | 65.0 |
| *Empirical formula G-24 frit: 0.21 Na2O 0.12 Al2O3 2.60 SiO2 0.29 CaO 0.66 B2O3 0.07 ZrO2 0.50 PbO |
|
Single firing of the body and glaze was tried, but difficulties in applying a uniform glaze coating developed, and often the green body would absorb excess moisture and deteriorate. Only the two-stage firing method produced satisfactory buckles.
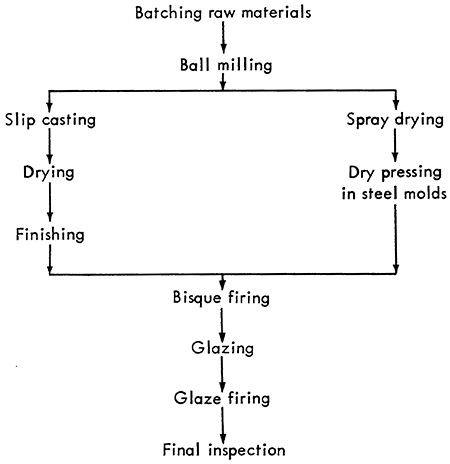
A scheme for the major steps in production of belt buckles is summarized in Figure 2.
Figure 2--Processing diagram for production of ceramic belt buckles.
Many variations can be developed. Any ceramic composition that is vitreous, has a modulus-of-rupture greater than 20,000 psi, and has a matching compressive glaze would be satisfactory. A semi-vitreous body, even with a compressive glaze, rarely develops a 20,000 psi modulus-of-rupture and is not a satisfactory type of body.
Thirty ceramic belt buckles were slip-cast, fabricated as described, and were then distributed to a number of persons for testing. Only one buckle is known to have failed in two years of wear. This failure was due to an air bubble that was not removed at the time of casting of the buckle.
Floyd, J. R., Sterne, J. H., III, and Deutscher, J. S., 1966, Test technique makes a difference: Ceramic Age. v. 82, no. 4, p. 60.
Kansas Geological Survey, Ceramic Belt Buckles--A New Consumer Item?
Placed on web Oct. 4, 2016; originally published in March 1970.
Comments to webadmin@kgs.ku.edu
The URL for this page is http://www.kgs.ku.edu/Publications/Bulletins/199_1C/index.html